













.webp)

集装箱式MBBR污水处理厂专业英语解决方案
.webp)
本方案概述了我们基于移动床生物膜反应器(MBBR)技术的先进、高效且完全集装箱式的废水处理系统。该系统设计用于快速部署和可靠运行,是分散式处理、应急响应、工业应用以及空间受限或水质不稳定地区的理想选择。
1. 核心技术:MBBR 的优势
我们系统的核心是MBBR工艺,这是一种高效的生物处理技术。微生物在数千个小型、自由漂浮的塑料载体(填料)上形成生物膜,这些载体在反应器内通过曝气保持持续运动。这具有以下显著优势:
处理效率高且稳定性好:生物膜载体的大面积保护表面积能够支持高浓度的活性生物质,从而有效去除有机污染物(COD/BOD)和营养物质(氮、磷)。与传统活性污泥相比,生物膜系统对毒性冲击、温度波动和负荷变化具有更强的适应能力。
占地面积小:该系统实现了高容积处理能力,这意味着在相同处理量下所需的反应器体积更小,非常适合集装箱式结构。
维护成本低,无需污泥回收:该工艺不需要污泥回流,简化了操作和控制。
2. 产品设计:集装箱式解决方案
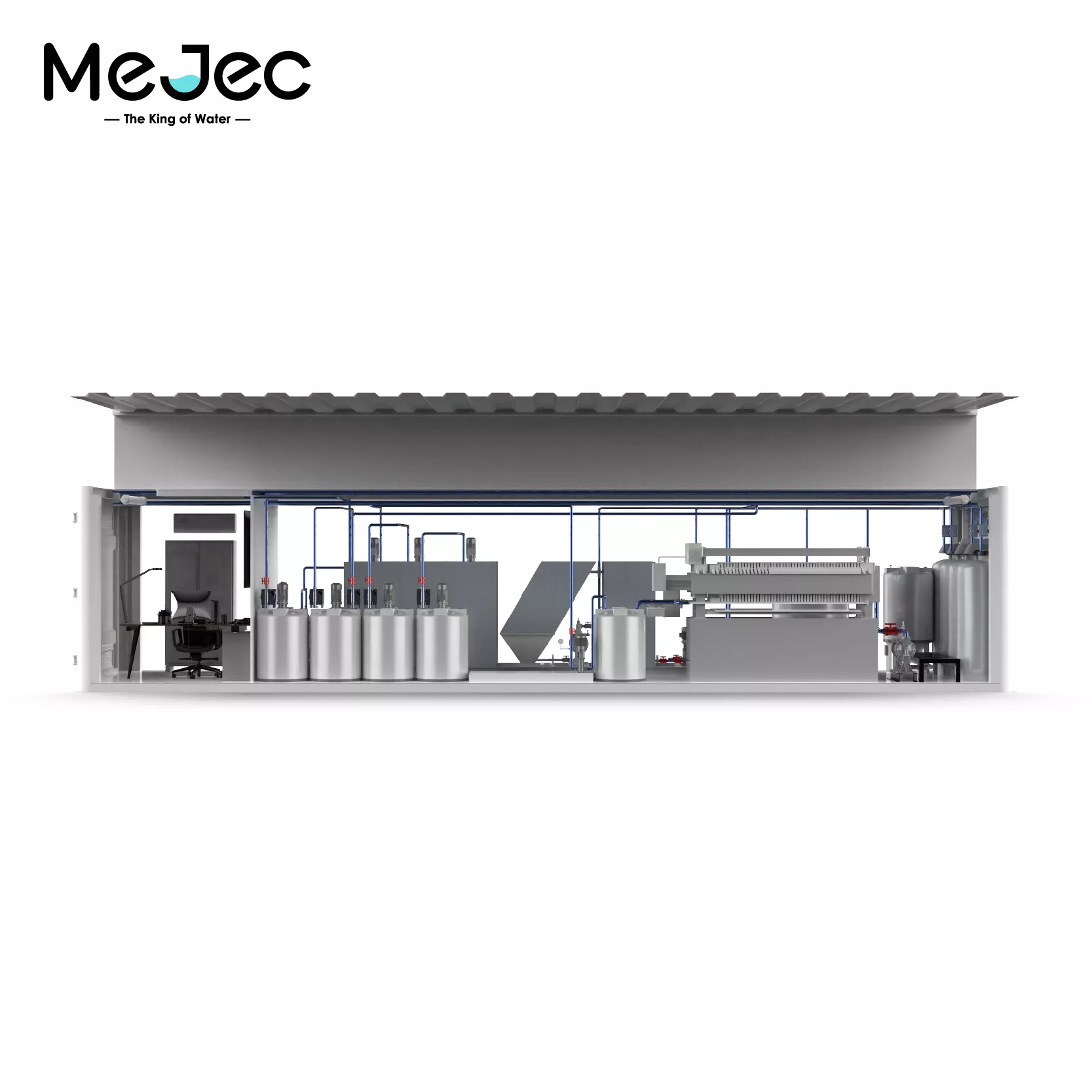
我们的系统将完整的 MBBR 工艺流程集成到标准的 20 英尺或 40 英尺集装箱中,提供真正的即插即用功能。
模块化和可扩展:标准设计处理能力涵盖50至500立方米/天。多个单元可以组合使用,以满足更大规模的项目需求。
关键集成组件:
进水及筛分装置:保护下游设备。
MBBR反应器池:核心生物处理区,填充高性能生物膜载体,并配备细气泡曝气格栅。
澄清器/分离单元:对于混合系统,集成式斜板澄清器可将处理后的水与污泥分离。纯MBBR系统通常采用后续的紧凑型过滤步骤。
控制和电气柜:容纳可编程逻辑控制器 (PLC),实现完全自动化,包括控制泵、鼓风机和监控关键参数(溶解氧、pH 值、液位)。
辅助设备:包括节能鼓风机、化学计量泵(用于除磷或调节 pH 值)和消毒装置(例如紫外线或氯)。
3. 性能与效益
经证实有效的治疗效果:采用先进生物膜载体的系统可使市政污水中化学需氧量(COD)去除率超过94%,氨氮(NH₄-N)去除率超过99%。它们能够可靠地满足严格的排放标准,包括中国的1A级标准,甚至地表水IV级标准。
快速部署与机动性:预制、测试并全球发货。安装仅需基本的场地准备、连接进/出水管道和电源,从而大幅缩短项目工期。
坚固耐用且防风雨:ISO集装箱结构具有耐用性、安全性和抵御恶劣环境的能力。
智能运营:基于PLC的控制系统可实现自动操作、远程监控和报警通知,最大限度地减少操作人员。
4. 目标应用
我们的集装箱式MBBR设备是以下用途的多功能解决方案:
分散式市政污水处理:适用于小型社区、旅游度假区、军事基地或偏远村庄。
工业预处理或抛光:适用于食品饮料、制药、化工等行业的设施。
紧急和临时治疗:快速响应污染事件或用于工厂永久性升级改造。
水资源再利用项目:提供高质量的处理后废水,用于灌溉或工业冷却。
5. 为什么选择我们的解决方案?
我们提供的服务不仅限于设备,更重要的是确保水处理效果。我们的服务方案包括详细的工艺设计、高质量的制造、全面的调试以及操作人员培训。系统在工艺配置上的灵活性(纯MBBR或混合式MBBR)使我们能够根据您特定的废水特性和排放要求量身定制解决方案。
